Hojuelas de pintura de la máquina expendedora. Delaminación de pintura del exterior de una máquina expendedora.

Un fabricante de máquinas expendedoras experimentó delaminación de la pintura aplicada a los paneles exteriores de sus máquinas. Los paneles estaban hechos de acero laminado en frío, pretratado mediante un proceso que incluía limpieza cáustica seguida de varias etapas de enjuague, tratamiento superficial con fluorocirconato y un promotor de adhesión de silano. Posteriormente, se recubrieron con un recubrimiento de poliéster. El fabricante produce miles de máquinas expendedoras al año y observó la delaminación y la corrosión asociada en diversas fechas de producción. Dado que la apariencia de las máquinas expendedoras era una preocupación principal, la delaminación era inaceptable. Existen varios factores que se suelen considerar en la investigación de un fallo de delaminación. Los procesos de preparación de la superficie incluyen la limpieza para eliminar cualquier contaminante orgánico y hacer que la superficie sea receptiva al tratamiento, lo que convierte el óxido en una superficie que proporciona una mejor adhesión y resistencia a la corrosión. La superficie debe permanecer libre de contaminantes antes de aplicar el recubrimiento orgánico. Un espesor de recubrimiento excesivo puede causar tensiones internas que excedan la resistencia de la unión adhesiva. Por el contrario, un espesor de recubrimiento insuficiente puede permitir la rápida penetración de humedad y un fallo prematuro. La mezcla desproporcionada de recubrimientos multicomponentes o el curado insuficiente de recubrimientos horneados pueden contribuir a fallas en sistemas con múltiples recubrimientos, pero son menos probables en sistemas monocapa.
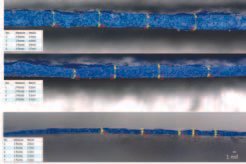
Fig. 1: Secciones transversales de chips de recubrimiento deslaminado, que muestran diversos espesores de recubrimiento. FIGURAS CORTESÍA DE LOS AUTORES, SALVO INDIQUE LO CONTRARIO.
La investigación de laboratorio se diseñó para examinar los posibles mecanismos de falla. Los análisis incluyeron examen visual y microscópico, espectroscopia infrarroja, cromatografía iónica y microscopía electrónica de barrido, junto con espectroscopia de energía dispersiva X-ay (SEM-EDS).
INVESTIGACIÓN DE LABORATORIO
El fabricante de la máquina expendedora envió secciones de los paneles metálicos recubiertos al laboratorio. Los investigadores extrajeron pequeñas secciones (de aproximadamente 1,27 cm²) de las hojuelas de pintura delaminadas para su análisis. Las superficies y secciones transversales de las muestras de recubrimiento delaminadas de los paneles se examinaron mediante microscopía óptica, junto con el sustrato subyacente. Las muestras presentaban una capa de recubrimiento visible, con un espesor de entre 0,41 y 0,15 mm. Aunque los investigadores desconocían el espesor recomendado por el fabricante, la variabilidad era preocupante. La superficie superior del recubrimiento era azul con un acabado semibrillante y una textura de cáscara de naranja. Se observaron algunos cráteres, pero ninguno atravesaba el espesor del recubrimiento. La parte posterior de las hojuelas de recubrimiento estaba ligeramente texturizada y contenía partículas negras incrustadas. En los casos en que se observó corrosión en el sustrato subyacente, un producto de corrosión naranja se adhirió a la parte posterior de las hojuelas de recubrimiento y, en ocasiones, produjo una réplica del patrón de corrosión.
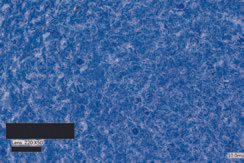
Fig. 2: Superficie superior del chip con recubrimiento deslaminado
Se observó que la superficie del sustrato subyacente presentaba áreas brillantes y corroídas, ambas con un aspecto rugoso. Algunos puntos de corrosión presentaban líneas finas que irradiaban desde el centro, similares a la corrosión filiforme. Se utilizaron cromatografía iónica y espectroscopia infrarroja para determinar la presencia de contaminantes superficiales que pudieran contribuir a la delaminación y la corrosión. Se realizó cromatografía iónica en una extracción superficial de un panel para determinar la presencia de sales residuales. El líquido de extracción se obtuvo mediante enjuagues repetidos de un panel sin recubrimiento con agua hirviendo. El extracto enfriado se inyectó en una columna de aniones con un detector de conductividad. Se utilizaron estándares de calibración de tres puntos para seis aniones comúnmente asociados con la corrosión (bromuro, cloruro, nitrato, nitrito, fosfato y sulfato) para la calibración y cuantificación en el rango de 25 a 100 ppm. Se detectaron iones de cloruro y nitrato, pero se encontraban por debajo de los límites notificables y eran equivalentes a menos de 4,1 μg/cm² para el área extraída.
Las extracciones superficiales del sustrato en las zonas de delaminación del recubrimiento se analizaron mediante espectroscopia infrarroja para determinar la presencia de contaminantes orgánicos. Se utilizó hexano para enjuagar la superficie, que posteriormente se dejó evaporar bajo una lámpara de calor. El residuo se mezcló con bromuro de potasio y se prensó en una pastilla para su análisis. El espectro resultante contenía un pico asociado con el estiramiento carbono-hidrógeno, que suele correlacionarse con un contaminante orgánico, pero era demasiado pequeño para su cuantificación o una identificación más definitiva. Los resultados de la cromatografía iónica y la espectroscopia infrarroja indicaron que la presencia de sales superficiales residuales o contaminantes orgánicos no era la causa probable de la delaminación.
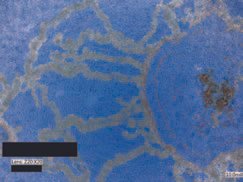
Fig. 3: Parte posterior del chip de recubrimiento deslaminado, que muestra una réplica de la corrosión subyacente
Se utilizó SEM-EDS para obtener imágenes y realizar un análisis elemental de la superficie del sustrato donde el recubrimiento se había delaminado para determinar la presencia del tratamiento superficial. En resumen, el análisis reveló que las zonas con corrosión (ya sea ligera o intensa) no contenían flúor, presente en todas las zonas escaneadas que no presentaban corrosión. Los niveles de flúor fueron bajos y no constantes en estas superficies. Los elementos identificados en las superficies metálicas se presentan en la Tabla 1. El escaneo del material de recubrimiento confirmó

Fig. 4: Sustrato con revestimiento eliminado, que muestra corrosión filiforme.
La mejor manera de identificar la presencia de flúor en la zona no corroída y su ausencia en la zona corroída es mediante un mapa elemental, que muestra la ubicación de cada elemento en la superficie de la muestra. El análisis elemental indicó que el tratamiento superficial no estaba uniformemente presente en los paneles antes de la aplicación del recubrimiento de poliéster.
CONCLUSIÓN

Fig. 4: Sustrato con revestimiento eliminado, que muestra corrosión filiforme.
La investigación de laboratorio indicó que una falla en el proceso de pretratamiento de los paneles metálicos probablemente fue la causa de la corrosión y la posterior delaminación del recubrimiento. El examen visual y microscópico indicó que ninguno de los paneles presentados se consideraría en buen estado debido a la cantidad de corrosión en la superficie metálica.
El examen también reveló la posibilidad de corrosión filiforme, que normalmente indica un entorno de alta humedad. Los entornos húmedos requieren requisitos de preparación de la superficie y recubrimiento aún más específicos y rigurosos que los entornos estándar.
El material de recubrimiento se presentó en una sola capa con un rango de espesores de entre 1,6 y 6,0 milésimas de pulgada. Este rango de espesores no era el esperado y podría haber contribuido a la delaminación del recubrimiento. No se proporcionó el espesor recomendado para este recubrimiento; sin embargo, si el recubrimiento es demasiado fino, es más probable que el agua penetre en él y provoque corrosión en ambientes húmedos. Además, si el recubrimiento es demasiado grueso, el aumento de la tensión y la falta de flexibilidad pueden provocar grietas. Una aplicación constante del recubrimiento, siguiendo las recomendaciones del fabricante, garantizará el éxito de la aplicación.





