Las pruebas de adherencia por arranque de recubrimientos son cada vez más especificadas y utilizadas por los inspectores de recubrimientos. Los fabricantes han producido nuevos modelos de equipos de prueba, se publican más artículos sobre el tema y, a menudo, se exigen requisitos de arranque en las especificaciones de recubrimientos. ¿Se debe este creciente interés a la capacidad de las pruebas para proporcionar información útil sobre el rendimiento de los sistemas de recubrimiento, o se trata de un método de prueba más atractivo porque puede generar un número, aunque este tenga poca relevancia? Este artículo analizará en detalle las pruebas de arranque, específicamente, qué se mide y qué significan los resultados.
¿QUÉ ES LA PRUEBA DE PULL-OFF?
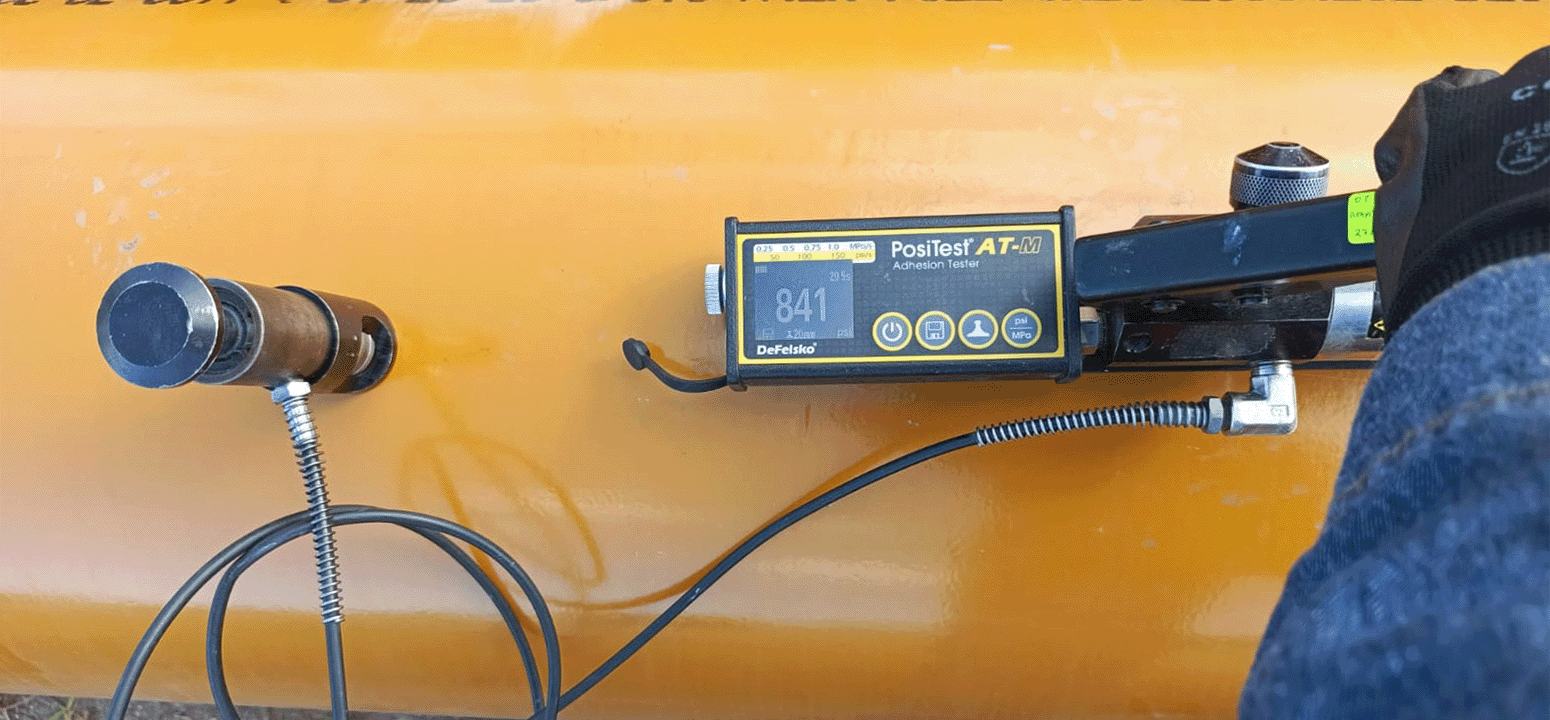
La prueba de arranque es un método para determinar cuantitativamente la fuerza de adhesión de un recubrimiento a un sustrato. Se fija un dispositivo de carga (comúnmente llamado dolly) a la superficie del recubrimiento con un adhesivo, como se muestra en la Figura 1. A continuación, el aparato de prueba se fija al dolly y se alinea para tirar del dispositivo de carga perpendicularmente a la superficie del recubrimiento. La fuerza se incrementa gradualmente hasta que el dispositivo de carga se desprenda, lo que ocurrirá en la interfaz más débil dentro del sistema de recubrimiento.
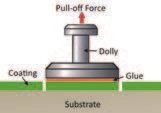
Fig. 1: Diagrama de una prueba típica de adhesión por arranque.
FIGURAS CORTESÍA DEL AUTOR, SALVO QUE SE INDIQUE LO CONTRARIO.
Conociendo el diámetro del carro de prueba, la fuerza de rotura se convierte en una tensión de rotura (resistencia) expresada en megapascales (MPa) o libras por pulgada cuadrada (psi). Un MPa equivale a 14 psi. Para estas pruebas se suele utilizar un comprobador de adhesión portátil, comúnmente llamado Equipos PULL OFF, que suele cumplir con normas como la ASTM D4541.1 El usuario registra la resistencia al arranque, así como la ubicación de la rotura en el sistema de recubrimiento (por ejemplo, una falla de adhesión entre la imprimación y el sustrato o entre capas, cohesión dentro de una capa de recubrimiento, falla del adhesivo, etc.). La versión 2017 de la ASTM D4541 incluía un protocolo alternativo de aprobado/reprobado, en el que la fuerza se incrementa solo hasta un límite predeterminado y la prueba se da por finalizada, minimizando, si no evitando, los daños al recubrimiento.
¿SE PUEDE CONFIAR EN LAS CIFRAS?
Existen varios dispositivos en el mercado que utilizan este principio para realizar estas pruebas, pero existen diferencias entre ellos que pueden afectar significativamente los resultados obtenidos. En algunos modelos, la carga se aplica comprimiendo un resorte (mecánico), mientras que en otros se aplica neumática o hidráulicamente. En los modelos más antiguos, la empuñadura para sujetar la plataforma rodante es fija, mientras que en los modelos más modernos es móvil, lo que garantiza una alineación más perpendicular a la carga. Debido a estas diferencias, los distintos calibres de resistencia al arranque pueden no ofrecer resultados comparables.
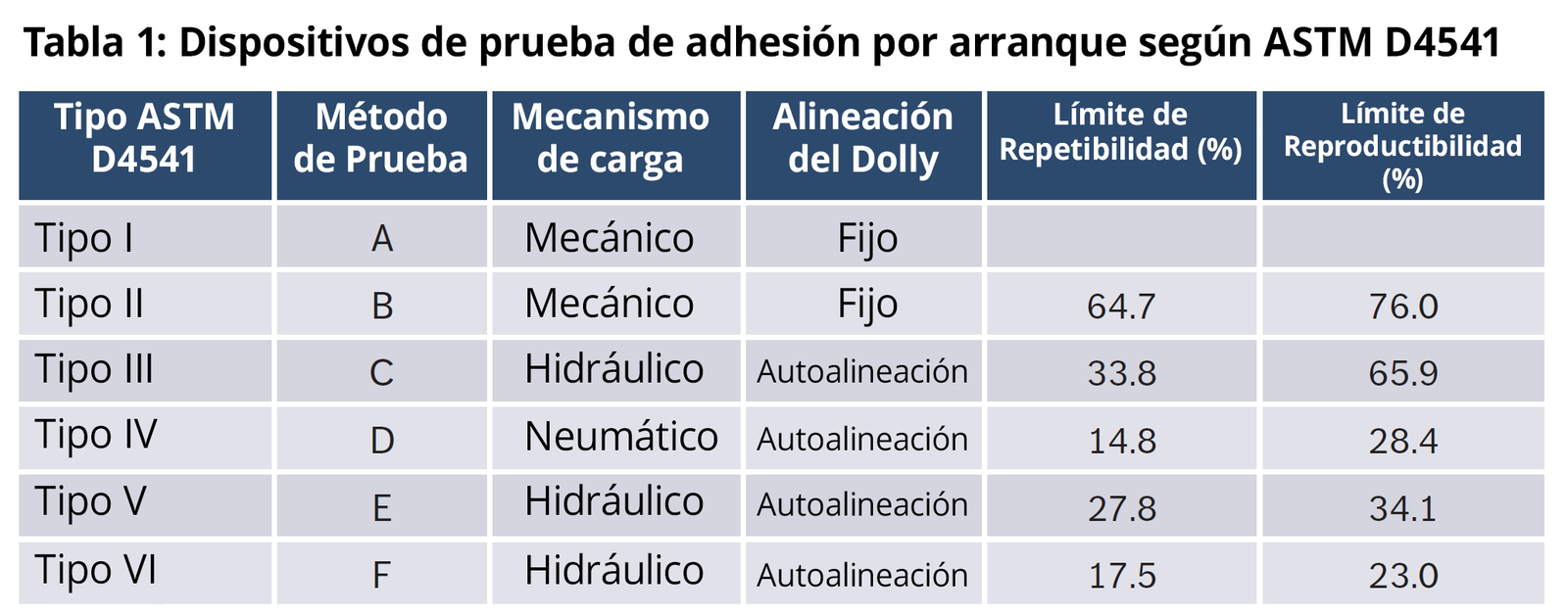
La norma ASTM D4541 reconoce esto y divide los dispositivos en diferentes tipos, cada uno con su propio método de prueba, como se muestra en la Tabla 1. Los calibres de Tipo I se utilizan generalmente para hormigón y se eliminaron de la norma en 2004, aunque el dispositivo sigue estando disponible.
En la versión de 2009 de la norma ASTM D4541, se determinó la resistencia al arranque de cuatro paneles pintados utilizando cinco dispositivos en una encuesta interlaboratorio. Las lecturas promedio de la resistencia al arranque determinadas con cada tipo se muestran en la Figura 2. Los límites de repetibilidad y reproducibilidad de la Tabla 1 indican la diferencia porcentual máxima aceptable entre los resultados antes de que se consideren significativos. Repetibilidad para un solo operador con un solo dispositivo y reproducibilidad entre diferentes operadores. Estos también se representan como barras de error en la Figura 2, con los límites de repetibilidad como los valores menores. Estos límites son significativos e indican que los resultados de las pruebas obtenidos por estos dispositivos están sujetos a una incertidumbre considerable, un problema también discutido por Schilling. Por ejemplo, si un operador obtiene un resultado de 7 MPa (1000 psi) con un medidor Tipo II bajo condiciones dadas, entonces un segundo resultado bajo condiciones diferentes debe ser menor que (7- [7 x .65]) = 2.5 MPa (360 psi) o mayor que (7+ [7 x .65]) = 11.6 MPa (1680 psi) para que el cambio se considere significativo. Incluso con el medidor más repetible, el Tipo IV, un resultado tendría que estar fuera del rango de 6-8 MPa (870 1160 psi) para considerarse significativo. Al comparar los resultados con los obtenidos por otros operadores, la dispersión esperada de los resultados será aún mayor. Es claro que las pequeñas diferencias en los valores de extracción dentro o entre investigaciones, especialmente los valores más altos, no deben considerarse significativas.
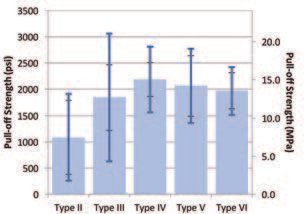
Fig. 2: Resultados de arranque para paneles de prueba y límites de repetibilidad y reproducibilidad para cinco métodos de prueba de arranque de las Tablas 1 a 5 en ASTM D4541-2009
El medidor Tipo II ofrece una mayor variabilidad porcentual que los calibres autoalineables, por lo que la dispersión probablemente se deba a una mayor probabilidad de fuerzas de corte que actúen sobre el dispositivo de prueba con dicho calibre. Aunque es autoalineable, la variabilidad obtenida con el medidor Tipo III también es bastante alta y probablemente se deba al diferente mecanismo de carga a través del centro del carro de prueba, lo que introduciría tensiones de corte. La Figura 3 muestra los carros utilizados para tres de los métodos, lo que podría explicar parte de la dispersión. El cabezal plano del medidor Tipo II implica que el carro probablemente se tire en ángulo con respecto a la perpendicular, mientras que el cabezal redondeado del mediro Tipo V permite aplicar una fuerza más uniforme. Como se ha indicado, es más probable que la carga sea desigual con el medidor Tipo III, ya que la carga se aplica a través de un orificio central, aunque la mayor longitud del dispositivo también aumentaría la probabilidad de una fuerza de tracción descentrada. Cunningham y Steele también encontraron resultados variables con mayor dispersión alrededor de la media con calibres de alineación fija en comparación con los calibres autoalineables. Otras razones de la dispersión incluyen la desalineación del aparato o del dispositivo de carga, que no es perpendicular a la superficie, huecos o inclusiones en el pegamento, superficies mal preparadas o curvadas, y el deslizamiento o la torsión del dispositivo de prueba durante el curado inicial del pegamento. Incluso con cuidado, es muy difícil aplicar una carga perfectamente centrada axialmente, y los errores darán resultados inferiores, no superiores. Los usuarios de campo experimentados observan que entre el 5 % y el 10 % de las pruebas de tracción resultan inválidas. Por lo tanto, es esencial aplicar al menos tres medidores de prueba por ubicación en el campo al realizar esta prueba. La incertidumbre y la dispersión en los resultados pueden dificultar la identificación de cualquier tendencia al investigar el efecto de alguna variable en la adhesión del recubrimiento, a menudo denominado “distinguir la señal del ruido”, utilizando una analogía con la electrónica.

Fig. 3: Plataformas rodantes para probadores de tracción tipo II (alineación fija), tipo III y tipo V (autoalineación)
Además de las diferencias en repetibilidad y reproducibilidad, la Figura 2 muestra que diferentes medidores ofrecen diferentes valores de resistencia al arranque para el mismo recubrimiento y panel de prueba. Los medidores Tipo II ofrecen resistencias al arranque de aproximadamente la mitad que los demás instrumentos, que ofrecen resultados similares dentro de los errores mencionados anteriormente. Es fundamental identificar el instrumento utilizado en cualquier investigación. Una investigación independiente de varios métodos de ensayo de arranque confirmó que el medidor Tipo II arrojó resultados considerablemente inferiores a los de los métodos neumáticos o hidráulicos. Cunningham y Steele también observaron que los instrumentos hidráulicos parecen obtener mejores resultados que los dispositivos mecánicos (de resorte), lo que, según ellos, se debía a que la aplicación de la fuerza era más suave en el caso de los instrumentos hidráulicos. Describieron un experimento en el que se modificó un comprobador mecánico retirando el resorte y sustituyéndolo por uno hidráulico accionado por una bomba eléctrica. Los resultados promedio duplicaron los obtenidos previamente. El factor significativo para los resultados más bajos con el medidor Tipo II parece ser la suavidad de la aplicación de la fuerza, más que la ausencia de autoalineación. Estos hallazgos sugieren que los valores obtenidos con un medidor Tipo II deben duplicarse en comparación con los resultados de otro tipo de medidores.
¿QUÉ SIGNIFICAN LOS RESULTADOS?
El ensayo de arranque mide la resistencia a la fractura del enlace más débil en el sistema sustrato-recubrimiento-pegamento-dolly. Si la fractura se produce entre capas, la resistencia determinada será una medida de la adhesión, pero si la fractura se produce dentro de un recubrimiento (fallo de cohesión), el resultado será una medida de la resistencia a la tracción del recubrimiento. El valor de desprendimiento para un fallo de cohesión no dará ninguna pista sobre las propiedades de adhesión del recubrimiento (salvo que indique que la resistencia adhesiva al desprendimiento debe ser mayor que la fuerza cohesiva). Incluso los resultados de trabajos que analizan comparaciones —por ejemplo, antes y después de la meteorización— no indican nada sobre la resistencia de la adhesión si el fallo no es un fallo de adhesión.
Incluso si la falla se produce por adhesión entre dos superficies, es poco probable que el valor de adhesión obtenido se relacione con el rendimiento del recubrimiento por diversas razones. Para empezar, la carga se aplica sobre un área mucho menor y es probable que la tasa de carga durante la prueba sea mucho mayor que la aplicada en servicio. Más importante aún, la prueba aplica una carga de tracción al recubrimiento, mientras que en la práctica, las tensiones de corte aplicadas al recubrimiento suelen ser las más significativas (no hay evidencia de que la adhesión a la tracción de un recubrimiento guarde relación con la adhesión al corte). Otro problema al analizar los resultados de las pruebas de desprendimiento es que es poco probable que se correlacionen con la protección anticorrosiva a largo plazo que ofrece un recubrimiento. Es indudable que los recubrimientos deben adherirse bien para resistir el avance del agua y otras especies agresivas a través de su superficie, pero esto no implica que los valores altos de desprendimiento tengan algún efecto sobre estos.
Un recubrimiento de curado lento puede mostrar una adhesión o cohesión inicial deficiente, pero estas propiedades pueden mejorar rápidamente. Por otro lado, un recubrimiento puede mostrar una buena adhesión inicial, pero la penetración de humedad puede causar corrosión en la interfaz, lo que conlleva una rápida reducción de la adhesión. La resistencia al arranque medida poco después de la aplicación del recubrimiento rara vez indica el rendimiento a largo plazo.
A pesar de estas preocupaciones, existe una gran cantidad de informes y artículos que presentan los resultados de las pruebas de arranque, pero solo se pueden obtener conclusiones útiles a partir de trabajos que identifiquen claramente la unidad de prueba utilizada y la ubicación de la fractura. Además, se deberían haber realizado pruebas por triplicado o de mayor calidad para obtener resultados útiles. Los resultados sin esta información son de poca utilidad.
Cortar alrededor de la plataforma puede influir en los resultados de las pruebas de arranque. Las versiones anteriores de la norma ASTM D4541 contenían la frase frecuentemente citada (Cláusula 6.7) que decía: «El rayado alrededor del dispositivo infringe el criterio fundamental de prueba in situ de que se pruebe un recubrimiento inalterado», pero esto se eliminó en la actualización de 2017. La norma ahora señala que el rayado debe acordarse entre el comprador y el vendedor e informarse claramente con los resultados, y se debe tener mucho cuidado para evitar la microfisura. Solo se recomienda para películas más gruesas (una nota lo define como mayor de 20 milésimas o 500 micras), recubrimientos reforzados y recubrimientos elastoméricos. El efecto del rayado probablemente se absorba por la incertidumbre mencionada anteriormente en la mayoría de las situaciones, pero probablemente se vuelve importante para recubrimientos más gruesos (Fig. 4).
¿CUÁLES SON LOS VALORES TÍPICOS DE LA FUERZA DE ADHERENCIA?
Muy pocos estudios de resistencia al desprendimiento informan realmente sobre la verdadera fuerza de adhesión entre un recubrimiento y su sustrato, o entre capas de recubrimiento. La mayoría de los fallos reportados en la literatura son, de hecho, cohesivos. Una investigación útil que sí mostró fallos de adhesión fue la de Islam et al.,quienes analizaron el efecto de diferentes métodos de preparación de superficies en la resistencia al desprendimiento de resina epoxi impregnada con malla de filamentos cortados aplicada al acero. Los ensayos de resistencia al desprendimiento se realizaron según la norma ASTM D4541 y, aunque no se menciona el tipo de comprobador, a partir de las fotografías parece ser un medidor Tipo V. Los autores encontraron una relación directa entre el porcentaje de falla de adhesión y la resistencia al arranque (Fig. 5). Para una falla puramente adhesiva entre la resina y un sustrato liso, la resistencia al arranque fue de poco más de 1 MPa. La resistencia al arranque aumentó y la falla se volvió más cohesiva a medida que aumentaba la rugosidad del sustrato. Para una falla puramente cohesiva (resina) con un sustrato rugoso, la resistencia al arranque fue de alrededor de 14 MPa. De este trabajo, parecería que una mala adhesión resulta en valores de arranque muy bajos del orden de 1 MPa pero, si la falla es más de un pequeño porcentaje cohesivo, la resistencia al arranque para recubrimientos sólidos aumentará notablemente. Las pruebas de arranque suelen ser obligatorias para recubrimientos donde la adhesión mecánica es crítica, como los recubrimientos de pulverización térmica de metal. Se requiere un promedio mínimo de punto de 3,45 MPa para recubrimientos de zinc en una norma de pulverización térmica, con valores más altos para recubrimientos de aluminio y Zn/Al. Esta norma no permite el uso del medidor Tipo II, aparentemente reconociendo que da cifras diferentes a las de los demás comprobadores.
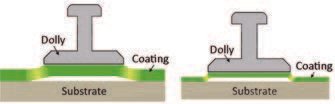
Fig. 4: La fuerza de arranque se distribuirá sobre un área mayor para un recubrimiento más grueso que para uno delgado.
Un recubrimiento sobre una superficie oxidada que falla dentro de la capa de óxido normalmente se consideraría un fallo de adhesión, aunque en rigor se trata de un fallo de cohesión dentro del óxido. White utilizó un medidor Tipo V para investigar la adhesión de epoxis tolerantes a la superficie en comparación con epoxis convencionales a superficies de acero oxidadas preparadas con diversos estándares de limpieza. Los epoxis tolerantes a la superficie presentaron altos valores de desprendimiento (15-18 MPa) tanto en superficies limpiadas a mano como con herramientas eléctricas y con chorro abrasivo, con fallos de adherencia o de cohesión dentro del epoxi. Los epoxis convencionales arrojaron resultados similares sobre superficies limpiadas con chorro abrasivo.
Sin embargo, sobre superficies limpiadas a mano o con herramientas eléctricas, estos recubrimientos —que, por supuesto, no están diseñados para su aplicación en superficies mal preparadas— fallaron dentro de la capa de óxido, aunque el valor de desprendimiento se mantuvo relativamente alto, de 10-12 MPa. Parece que incluso los fallos de adhesión pueden presentar valores de desprendimiento relativamente altos.
¿CÓMO AFECTA LA INTEMPERIE A LA RESISTENCIA DEL RECUBRIMIENTO?
Las pruebas de desprendimiento tienen un valor limitado para determinar las propiedades de adhesión de los recubrimientos recién aplicados, pero son más eficaces para monitorear la degradación del recubrimiento. A medida que el recubrimiento envejece, normalmente se vuelve quebradizo, por lo que su resistencia disminuye. Además, el óxido se acumula bajo el recubrimiento a medida que se degrada, lo que reduce aún más la resistencia al desprendimiento. Las pruebas de desprendimiento pueden utilizarse para monitorear el estado general del recubrimiento a medida que este se desgasta.
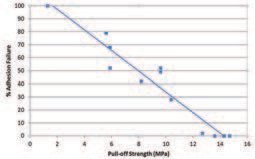
Fig. 5: Relación entre la resistencia al desprendimiento y el porcentaje de fallo de adhesión en una investigación
El Sarraf et al. describieron cómo se utilizan los valores de adhesión al desprendimiento para determinar los programas de mantenimiento del Puente del Puerto de Auckland en Nueva Zelanda. La inspección del estado del recubrimiento se realiza a intervalos regulares e incluye pruebas de desprendimiento en varios lugares. Las pruebas iniciales se realizaron con un medidor Tipo III, que posteriormente se cambió a una Tipo V, que, como se mencionó anteriormente, debería arrojar resultados comparables. La experiencia ha determinado que un valor mínimo de 2,5 MPa es un nivel de desprendimiento aceptable para permitir la aplicación de un nuevo recubrimiento sin riesgo de delaminación del recubrimiento existente. Aunque el valor promedio de resistencia al desprendimiento en la mayoría de los sitios resultó ser aceptable, de 5 MPa, la Figura 6 muestra los resultados de un sitio con valores bajos. Si bien la dispersión es considerable, la tendencia a la baja sugiere que el recubrimiento está perdiendo resistencia y que la región requiere mayor investigación antes de repintarla. De hecho, la región resistió un lavado con agua a 4000 psi y se repintó con éxito. Los autores del estudio indicaron a este autor que las pruebas recientes de resistencia al desprendimiento en este sitio han arrojado valores muy superiores al límite de 2,5 MPa.
Generalmente, se esperaría que la resistencia al arranque de los recubrimientos disminuya con el tiempo a medida que envejecen, pero este no es el caso de los recubrimientos de zinc inorgánico. Biddle encontró que la resistencia al arranque Tipo II de la imprimación de zinc inorgánico sin curar o parcialmente curada bajo un epoxi dio valores de fallo de cohesión de 1,5-2 MPa con fallo en la imprimación, pero esto aumentó a 3,2 MPa o más para la imprimación de zinc inorgánico curada, con la ruptura ocurriendo entonces en la película de epoxi. Curran investigó la resistencia al arranque al buscar alternativas de polisiloxano a los sistemas de poliuretano utilizados en el Centro Espacial Kennedy de la NASA. Las pruebas se realizaron según ASTM D4541, pero no se proporcionó el tipo de unidad de prueba, aunque parece ser hidráulica. Como parte de la investigación, se investigó la adhesión de la imprimación de zinc inorgánico, con valores de arranque de 2,8-6,2 MPa para una gama de imprimaciones de zinc inorgánico a base de solventes comerciales, que fallaron cohesivamente. Curiosamente, se probó la adhesión tras calentar a 400 °C (752 °F) durante 24 horas en recubrimientos utilizados en zonas de escape de cohetes. La adhesión posterior al calentamiento aumentó significativamente, de 11,6 a 17,9 MPa, como resultado del curado continuo de este tipo de recubrimiento. Las pruebas de adhesión de las capas de acabado candidatas mostraron una gama de resistencias al desprendimiento y modos de fallo, pero cuando el fallo se produjo de forma cohesiva en la imprimación de zinc, se observaron valores de 12,4 a 14,5 MPa, lo que indica que la imprimación se curó completamente antes de aplicar la capa de acabado.
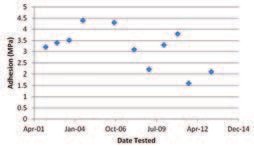
Fig. 6: Valores de resistencia al arranque en un sitio del puente del puerto de Auckland
Estos y otros resultados muestran una marcada reducción de la resistencia cohesiva a la intemperie en la mayoría de los recubrimientos. Sin embargo, el zinc inorgánico sin curar mostrará una resistencia cohesiva baja (normalmente inferior a 5 MPa), pero aumentará tras el curado y la intemperie.
CONCLUSIONES
Las pruebas de desprendimiento se especifican o utilizan comúnmente para cuantificar la adhesión de los recubrimientos a los sustratos o la adhesión entre capas. Sin embargo, una investigación exhaustiva de los métodos utilizados y los resultados publicados muestran que presenta varias debilidades que limitan su valor, incluyendo las siguientes:
• Existen diversos dispositivos comerciales disponibles, pero los resultados pueden variar significativamente entre ellos. Por ejemplo, el dispositivo mecánico accionado por resorte ofrece valores de resistencia al arranque aproximadamente la mitad que los de los dispositivos neumáticos o hidráulicos.
- La repetibilidad y reproducibilidad relativamente bajas de los métodos de prueba dificulta la obtención e interpretación de resultados significativos.
- No existe evidencia convincente de que estos resultados indiquen el rendimiento del recubrimiento a largo plazo.
- La mayoría de los fallos se deben a la cohesión dentro del recubrimiento, que es una medida de la resistencia a la tracción del recubrimiento, pero no está relacionada con su adhesión.
- La resistencia cohesiva normalmente disminuye a medida que un recubrimiento se somete a la intemperie, y la resistencia al arranque puede utilizarse para monitorizar dicha degradación. Sin embargo, los recubrimientos de zinc inorgánico pueden mostrar una resistencia cohesiva creciente a medida que se endurecen y se desgastan.
SOBRE EL AUTOR
Rob Francis cuenta con más de 40 años de experiencia académica, industrial y de consultoría en recubrimientos anticorrosivos y protectores. Tiene una licenciatura en metalurgia y un doctorado en ciencias de la corrosión. Es autor o coautor de más de 40 artículos técnicos o presentaciones sobre corrosión y recubrimientos. Editó la publicación “Recubrimientos de zinc inorgánico” para la Asociación Australasiana de Corrosión (ACA) en 2013. Ha sido galardonado con el Premio del Editor de JPCL en dos ocasiones y fue nombrado “Mejor Pensador” de JPCL en 2012. También recibió el premio Victor Nightingall por su destacada contribución a la industria de recubrimientos protectores otorgado por la ACA en 2014 y fue nombrado miembro vitalicio de la ACA en 2016.





