Se puede afirmar que las torres de agua se han convertido en una ubicación predominante para la instalación de equipos de telecomunicaciones celulares. Su altura y diseño las convierten en una opción natural para lo que la industria denomina emplazamientos de macroceldas. Y cuando un operador instala equipos de telecomunicaciones celulares en una torre, es seguro que otros pronto harán lo mismo.
Las torres de agua no solo albergan antenas, sino también equipos asociados, como unidades de radio remotas (RRU). Estos equipos pueden añadir miles de kilos de peso adicional, y en muchas torres se ubican sobre el sistema de barandillas. Dado que muchos diseños de barandillas se construyeron para cumplir con las normas de OSHA, limitadas a facilitar el acceso y el cambio de bombillas, los operadores y sus ingenieros necesitan reforzarlas. La pregunta que surge es: ¿en qué momento la instalación alcanza su capacidad máxima?
Un método para proporcionar soporte estructural ha sido la adición de refuerzos soldados al sistema de barandillas existente y al techo de la torre. Sin embargo, este método genera calor, lo que daña el recubrimiento de las zonas adyacentes, tanto en el interior como en el exterior del tanque. En el siguiente caso práctico, el problema se agravó debido a que la torre de agua era de reciente construcción y el sistema de recubrimiento era nuevo.
Tras recibir inicialmente los planos que incorporaban el método de arriostramiento descrito anteriormente, el ingeniero de la compañía presentó planos que, en general, proporcionaban refuerzos adicionales a los postes de soporte verticales de las barandillas mediante perfiles soldados. Estos perfiles de 7,6 cm (3 pulgadas) se soldarían a dos lados de los tubos de soporte verticales y a la placa base de 9,5 mm (3/8 de pulgada) de espesor ya instalada. El ingeniero determinó que solo se requería una soldadura de 3 mm (1/8 de pulgada) en la placa base, pero persistía la duda: ¿dañaría una soldadura de 3 mm (1/8 de pulgada) el sistema de recubrimiento interior?
Para determinar la cantidad de calor generado durante las operaciones de modificación de las torres de agua para que soportaran eficazmente los equipos de telecomunicaciones, se realizó una prueba en dos fases para simular el calor generado por la soldadura y la posterior absorción de calor por las placas de la cubierta de la torre de almacenamiento. La primera fase de la prueba se completó utilizando soldaduras superficiales en placas de prueba con incrementos de 2,5 cm (1 pulgada), desde 2,5 cm (1 pulgada) hasta 20 cm (8 pulgadas) de longitud. En la segunda fase de las pruebas se utilizaron canales soldados a la superficie de la placa de ensayo con secuencias de soldadura preseleccionadas.
La soldadura se realizó con una máquina de soldadura MIG y un electrodo ER70S-6 de 0,30 pulgadas de diámetro, con una velocidad de alimentación de alambre de aproximadamente 350 pulgadas por minuto y un gas de protección compuesto por un 75 % de CO2 y un 25 % de Ar. El voltaje fue de aproximadamente 22 voltios y el amperaje de aproximadamente 180 amperios. Estos parámetros se utilizaron para todas las soldaduras en este estudio de caso.
 Figura 1: El material base de la placa de prueba utilizada en todos los ensayos consistía en una placa de acero A36 de 6 mm de espesor con una almohadilla de refuerzo de acero A36 de 6 mm de espesor soldada en su lugar, lo que resultaba en un espesor total de la placa de prueba de 12,7 mm.
Figura 1: El material base de la placa de prueba utilizada en todos los ensayos consistía en una placa de acero A36 de 6 mm de espesor con una almohadilla de refuerzo de acero A36 de 6 mm de espesor soldada en su lugar, lo que resultaba en un espesor total de la placa de prueba de 12,7 mm.
El material base de la placa de prueba utilizada en todos los ensayos consistió en una placa de acero A36 de ¼ de pulgada de espesor con una almohadilla de refuerzo de acero A36 de ¼ de pulgada de espesor soldada, lo que resultó en un espesor total de la placa de prueba de media pulgada (Fig. 1). La placa de prueba se preparó para cumplir con la norma SSPC-SP 10/NACE n.° 2, «Limpieza por chorro abrasivo casi blanco», y se recubrió con dos capas de epoxi de poliamida con una capa superior de poliuretano acrílico. El espesor total del sistema de recubrimiento se midió en un promedio de 10,2 mils DFT, cumpliendo con los estándares SSPC-PA 2. Antes de comenzar los ensayos, se retiró el recubrimiento de la almohadilla de refuerzo para cumplir con la norma SSPC-SP 11, «Limpieza con herramientas eléctricas hasta el metal desnudo» (Fig. 2).
 Figura 2: Antes de comenzar los ensayos, se retiró el recubrimiento de la almohadilla de refuerzo para cumplir con la norma SSPC SP 11 de limpieza de herramientas eléctricas hasta dejar el metal al descubierto.
Figura 2: Antes de comenzar los ensayos, se retiró el recubrimiento de la almohadilla de refuerzo para cumplir con la norma SSPC SP 11 de limpieza de herramientas eléctricas hasta dejar el metal al descubierto.
Pruebas de la Fase Uno
Las pruebas de la Fase Uno consistieron en realizar una soldadura superficial de 1/8 de pulgada (refuerzo) a la placa de refuerzo en pasadas separadas, comenzando con una longitud de 1 pulgada y continuando con pasadas posteriores que aumentaban 1 pulgada cada una hasta alcanzar una longitud total de 8 pulgadas (Fig. 3). La placa de prueba se calentó a aproximadamente 80 °F antes de la soldadura inicial y se dejó enfriar a aproximadamente 80 °F entre pasadas, lo que permitió mantener una temperatura inicial constante en cada prueba de la Fase Uno. La placa de prueba se elevó durante las operaciones de soldadura para eliminar el respaldo y simular el interior del techo de un tanque.
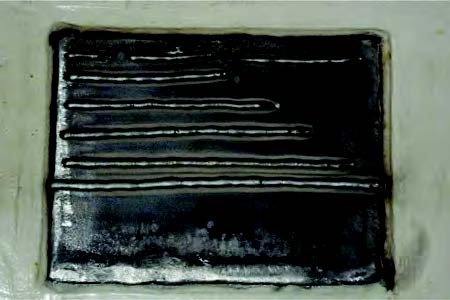 Figura 3: La primera fase de las pruebas consistió en realizar una soldadura superficial de 1/8 de pulgada (refuerzo) a la almohadilla de refuerzo en pasadas separadas, comenzando con una longitud de 1 pulgada y continuando con pasadas posteriores que aumentaban 1 pulgada cada una hasta alcanzar una longitud total de 8 pulgadas.
Figura 3: La primera fase de las pruebas consistió en realizar una soldadura superficial de 1/8 de pulgada (refuerzo) a la almohadilla de refuerzo en pasadas separadas, comenzando con una longitud de 1 pulgada y continuando con pasadas posteriores que aumentaban 1 pulgada cada una hasta alcanzar una longitud total de 8 pulgadas.
Al finalizar cada prueba de soldadura, se midió la temperatura con un termómetro infrarrojo para determinar la temperatura máxima de soldadura. Se tomaron lecturas en la superficie de la soldadura y en la parte posterior de la placa de prueba. Tras las lecturas de temperatura, se realizó una inspección visual para detectar daños en el recubrimiento (Tabla 1).
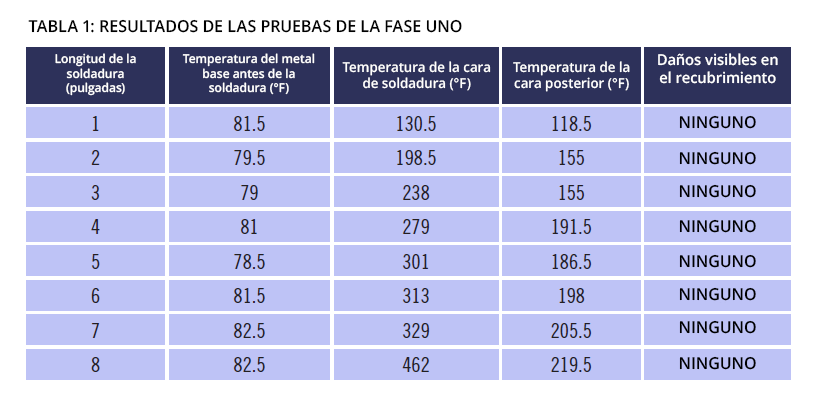
Según las fichas técnicas del fabricante, la resistencia al calor seco de la resina epoxi de poliamida era de 250 °F y la del poliuretano acrílico de 200 °F. Si bien la resistencia al calor seco del poliuretano se superó en las dos últimas muestras, no se observaron daños visibles en el sistema de recubrimiento (Fig. 4).
 Figura 4: Si bien se superó la resistencia al calor seco del poliuretano en las dos últimas muestras, no se observaron daños visibles en el sistema de recubrimiento.
Figura 4: Si bien se superó la resistencia al calor seco del poliuretano en las dos últimas muestras, no se observaron daños visibles en el sistema de recubrimiento.
Pruebas de la Fase Dos
Las pruebas de la Fase Dos consistieron en realizar una soldadura de filete de 1/8 de pulgada alrededor de la base de un canal de 3 pulgadas fabricado con dos ángulos de 1 ½ x 1 ½ x 1/8 de pulgada, de 2 pulgadas de altura y de acero A36. Esta fase simuló el uso del refuerzo propuesto para los postes de la barandilla como estructura de soporte para equipos de telecomunicaciones. Al igual que en la Fase Uno, la placa de prueba se calentó a aproximadamente 80 °F antes de la soldadura inicial y se dejó enfriar a aproximadamente 80 °F entre cada pasada de soldadura. La placa de prueba también se elevó durante las operaciones de soldadura para eliminar el respaldo y simular el interior del techo de un tanque.
 Figuras 5 y 6: La primera prueba de la Fase Dos consistió en dividir la soldadura del canal al panel de prueba en dos pasadas: una pasada posterior a lo largo del borde exterior del canal y una pasada frontal a lo largo del borde interior, dejando tiempo para el enfriamiento entre pasadas.
Figuras 5 y 6: La primera prueba de la Fase Dos consistió en dividir la soldadura del canal al panel de prueba en dos pasadas: una pasada posterior a lo largo del borde exterior del canal y una pasada frontal a lo largo del borde interior, dejando tiempo para el enfriamiento entre pasadas.
La primera prueba de la Fase Dos consistió en dividir la soldadura del canal al panel de prueba en dos pasadas: una pasada posterior a lo largo del borde exterior del canal y una pasada frontal a lo largo del borde interior, con tiempo de enfriamiento entre pasadas (Figs. 5 y 6). Según los resultados de la Fase Uno, se consideró que la soldadura de 15 cm (6 pulgadas) necesaria para completar una sola pasada a lo largo de un lado del canal superaría la prueba sin exceder la resistencia al calor seco del sistema de recubrimiento.
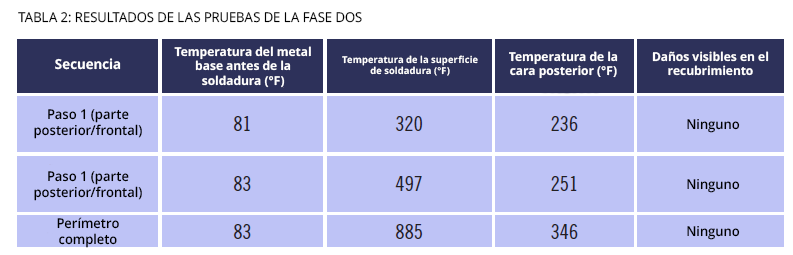
Las temperaturas máximas resultantes en la parte posterior de la placa de prueba durante la primera prueba de la Fase Dos superaron la resistencia al calor seco del poliuretano acrílico en la primera pasada (112 °C o 236 °F) y superaron la resistencia al calor seco tanto de la poliamida epoxi como del poliuretano acrílico en la segunda pasada (121 °C o 251 °F). El aumento de las temperaturas máximas alcanzadas en las pasadas de 15 cm (6 pulgadas) se debió a la concentración del calor, que pasó de una pasada en línea recta sobre acero plano a una pasada en forma de C dentro del filete en la unión de los metales. Al igual que en la Fase Uno, no se observaron daños en el sistema de recubrimiento.
La segunda prueba de la Fase Dos se realizó con el objetivo de demostrar la falla del sistema de recubrimiento debido a la exposición a calor excesivo. Esta prueba consistió en soldar el canal al panel de prueba en una sola pasada alrededor de todo el perímetro. Se consideró razonable que esta única pasada de 30,5 cm (12 pulgadas) generaría suficiente calor como para provocar la falla del sistema de recubrimiento al exceder su resistencia al calor seco (Fig. 7).
 Figura 7: Se consideró razonablemente que esta única pasada de 30,5 cm (12 pulgadas) generaría suficiente calor como para provocar la falla del sistema de recubrimiento al exceder su resistencia al calor seco.
Figura 7: Se consideró razonablemente que esta única pasada de 30,5 cm (12 pulgadas) generaría suficiente calor como para provocar la falla del sistema de recubrimiento al exceder su resistencia al calor seco.
Como se esperaba, la temperatura máxima resultante en la parte posterior de la placa de prueba superó la resistencia al calor seco tanto del epoxi de poliamida como del poliuretano acrílico, alcanzando un máximo de 180 °C (346 °F). Sin embargo, de forma inesperada, no se observó ningún daño visible en el recubrimiento.
Resultados
La primera fase de pruebas se llevó a cabo para establecer una temperatura de referencia para las soldaduras de refuerzo superficial de 1/8 de pulgada utilizadas en condiciones de campo. Antes de estas pruebas, no se disponía de datos suficientes para determinar y, por lo tanto, prevenir daños en la superficie húmeda interior del tanque de almacenamiento de agua. La segunda fase de pruebas se diseñó para recrear una situación de uso en campo, según lo propuesto por un ingeniero de una empresa de telecomunicaciones, donde se preveía que la fabricación de múltiples piezas generaría zonas de mayor calor debido a la mayor superficie y a las zonas confinadas, como las esquinas de una soldadura de filete. Esto se corroboró con los datos recopilados.
El uso de soldaduras intermitentes, similar a la fase de secuenciación, y la sincronización para permitir el enfriamiento, redujeron la exposición al calor y, en este caso, permitieron completar la soldadura sin exceder las recomendaciones de resistencia al calor seco especificadas por el fabricante del recubrimiento.
Aunque no se observaron daños visibles en el recubrimiento, se comprobó su fragilidad tras la soldadura, donde las temperaturas superaron las recomendaciones del fabricante sobre resistencia al calor seco para dos pasadas de adelante hacia atrás, seguidas de la soldadura del perímetro completo, como se muestra en la Tabla 2. Al golpear suavemente el recubrimiento, se evidenció que sí se había producido daño, lo que provocó una pérdida de adherencia al sustrato y un endurecimiento del recubrimiento hasta volverse muy frágil. Se realizó una prueba de adherencia por corte transversal según la norma ASTM D3359, obteniéndose una calificación 2A (desprendimiento irregular a lo largo de la mayoría de las incisiones de hasta 3,2 mm [1/8 de pulgada] a cada lado) (Fig. 8). No se disponía de instrumentación para realizar una prueba de adherencia por tracción.

Figura 8: Se realizó una prueba de adhesión de corte transversal según la norma ASTM D3359 y los resultados cumplieron con una calificación 2A (remoción irregular a lo largo de la mayoría de las incisiones de hasta 3,2 mm [1/8 de pulgada] a cada lado).
El calor excesivo daña los sistemas de recubrimiento. Sin embargo, según los resultados de esta prueba, el uso de una secuencia de soldadura adecuada puede minimizar o incluso eliminar el daño si se supervisa correctamente, incorporando una secuencia de soldadura predeterminada y correcta seguida por el soldador.
Conclusión
Las pruebas y observaciones realizadas demuestran que, mediante una soldadura de 1/8 de pulgada aplicada a una placa de acero de ¼ de pulgada con una almohadilla de refuerzo de ¼ de pulgada, similar a la construcción típica de techos de tanques de almacenamiento de agua, un proceso de secuenciación y monitoreo de temperatura desarrollado permite la instalación de accesorios sin dañar el sistema de recubrimiento interior del tanque.
Seguimiento del caso
Para este tanque de almacenamiento de agua en particular, el ingeniero de la compañía de telecomunicaciones revisó el diseño de la barandilla para incluir diagonales de refuerzo en lugar de los soportes de canal de 3 pulgadas propuestos, con el fin de proporcionar la capacidad de carga requerida para el equipo (Fig. 9). Esta revisión del diseño evitó la necesidad de soldar al techo del tanque, previniendo así daños al sistema de recubrimiento interior húmedo.
 Figura 9: El refuerzo mecánico (no soldado) del pasamanos utiliza diagonales de rigidización en lugar de los soportes de canal de 3 pulgadas propuestos para proporcionar la capacidad de carga requerida para el equipo.
Figura 9: El refuerzo mecánico (no soldado) del pasamanos utiliza diagonales de rigidización en lugar de los soportes de canal de 3 pulgadas propuestos para proporcionar la capacidad de carga requerida para el equipo.
Acerca de los autores
Chris Wolfgram es gerente de recubrimientos protectores y gerente de proyectos en Short Elliott Hendrickson Inc., con más de 10 años de experiencia en la industria de recubrimientos industriales. Posee una licenciatura en gestión de la construcción por la Universidad Estatal de Dakota del Norte y cuenta con numerosas certificaciones de la SSPC, además de otras como la de Inspector de Recubrimientos NACE – Nivel 3 y la de Inspector de Soldadura AWS. Wolfgram es miembro de la SSPC desde hace más de 10 años y actualmente es vicepresidente del Capítulo de la Región Centro-Norte. Su artículo apareció en la edición especial de agosto de 2015 de la revista JPCL, titulada «Profesionales de los Recubrimientos: La Próxima Generación».
Dan Zienty es socio principal de Short Elliott Hendrickson Inc. y ha sido gerente de proyectos relacionados con recubrimientos protectores durante más de 20 años. Posee una licenciatura en tecnología de la construcción por la Universidad de Purdue, es Especialista en Recubrimientos Protectores de la SSPC e Inspector de Recubrimientos certificado por NACE. Zienty ha recibido numerosos Premios a la Excelencia en Ingeniería del Consejo de Ingenieros Consultores de Minnesota por su trabajo en la restauración de torres de agua y ha escrito y presentado artículos sobre el mantenimiento de recubrimientos protectores. Es miembro activo de SSPC y recientemente fue nombrado miembro del subcomité D102 de AWWA para tanques elevados de acero, columnas de agua y depósitos.





